В современном машиностроении существует огромное количество различных методик формообразования детали. Одной из наиболее популярных считается механическая обработка, предполагающая получение новых поверхностей за счет воздействия на заготовку режущего инструмента.
 Когда нагрузки на оборудование постоянно увеличиваются, просто необходимо улучшать прочностные характеристики конструкционных материалов. При этом возникает ряд других проблем — снижается обрабатываемость изделий, увеличивается трудоемкость технологических операций.
Когда нагрузки на оборудование постоянно увеличиваются, просто необходимо улучшать прочностные характеристики конструкционных материалов. При этом возникает ряд других проблем — снижается обрабатываемость изделий, увеличивается трудоемкость технологических операций.
В настоящее время испробованы практически все варианты совершенствования инструмента, выполненного из твердых сплавов. В связи с этим, повышать производительность механообработки в будущем можно посредством принципиально новых методик и их комбинированием с традиционными технологиями. Среди комбинированных технологий особого внимания заслуживает плазменно-механическая обработка (сокращенно ПМО), в основе которой — плазменная обработка и мехобработка резанием.
Процесс придания труднообрабатываемой заготовке заданной геометрии можно значительно ускорить, если нагреть изделие. При этом прочностные показатели металла ухудшаются. Механообработка, сопровождающаяся нагревом болванки посредством газопламенных горелок, электролитами, токов высокой частоты и прочих установок, используется при работе с твердыми наплавкам и закаленными сталями. Более того, данная технология широко распространена в металлургии, так как она участвует во многих заготовительных операциях (литье, ковка, прокат и пр.).
Подробнее о ПМО
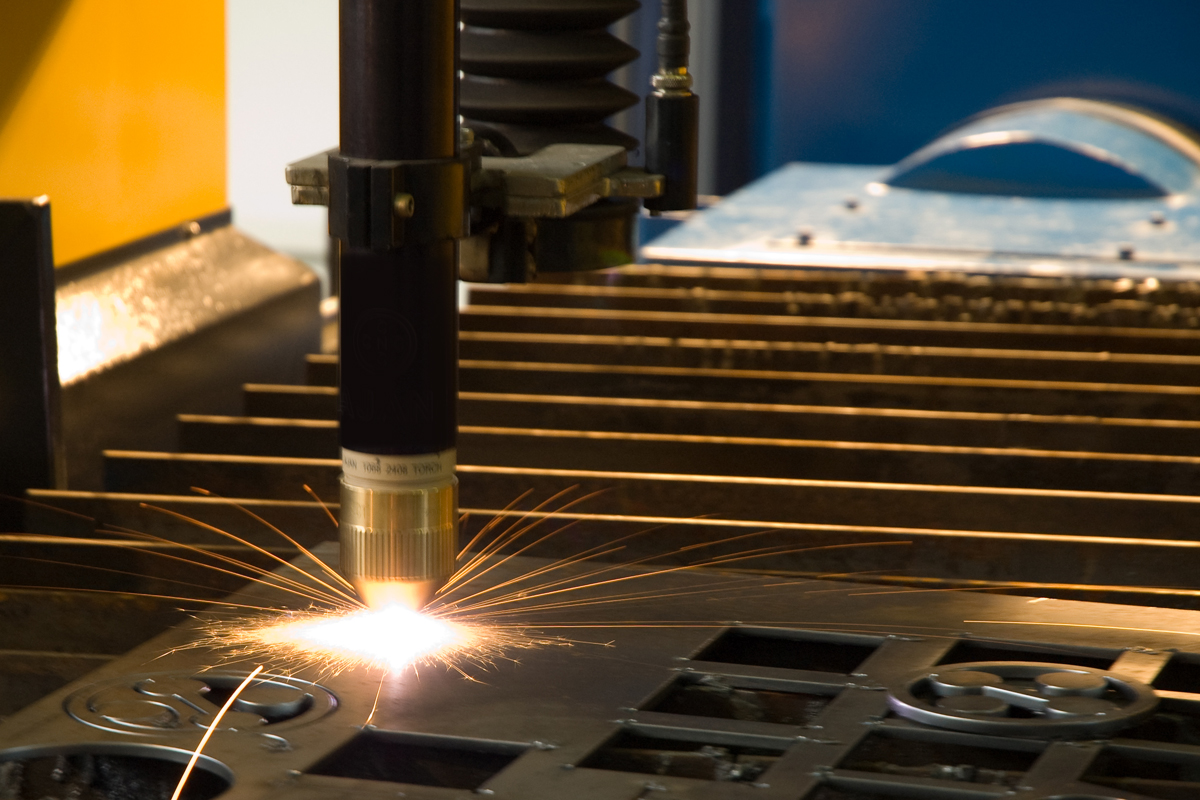
Сжатая дуга — источник тепла, популярность которого особенно возросла в последние годы. Она применяется при обработке кобальтовых сплавов, быстрорежущих сталей и сталей, содержащих большой процент хрома, никеля и молибдена. В ходе ПМО сжатой дугой нагревается участок детали, которая фиксируется в центрах, после чего резец с легкостью снимает размягченный поверхностный слой. Такая технология используется в случаях, когда нужно выполнить обдирку заготовок, полученных литьем или ковкой и отличающихся большими размерами. Это дает возможность в несколько раз увеличить производительность мехобработки и сократить расход электрической энергии.
Воздействие, оказываемое сжатой плазменной дугой на заготовку, может быть двух видов:
- тепловым — тепловая энергия передается металлу посредством нагретого газа и потока заряженных частиц;
- механическим — удаление расплавленного слоя металла.
ПМО представляет собой комплекс последовательно выполняемых операций:
- нагрев обрабатываемого участка;
- механическое разрушение поверхностного слоя заготовки, выполняемое плазменной дугой;
- снятие припуска режущим инструментом.
Н а выполнение каждой из вышеперечисленных операций отводится буквально несколько секунд, поэтому анализировать или исследовать эти процессы достаточно затруднительно.
а выполнение каждой из вышеперечисленных операций отводится буквально несколько секунд, поэтому анализировать или исследовать эти процессы достаточно затруднительно.
В настоящее время широкое распространение получили комбинированные методики обработки, поскольку она способствует сокращению трудоемкости работ. В качестве примера можно рассмотреть наплавку, осуществляемую под слоем флюса, которая скомбинирована с механообработкой наплавленного слоя (максимальная твердость 62 HRC). Если сравнивать эффективность обработки деталей с нагревом и без, то в первом случае производительность подобных работ увеличивается вдвое, а эксплуатационный срок инструмента — в десятки раз, при этом усилие резание сокращается в три раза.
Еще один эффективный метод обработки изделий сочетает в себе плазменную наплавку и фрезерование наплавленного слоя. Его применяют с целью восстановления деталей. При этом данная технология осуществляется несколькими способами и выбор одного из них обусловлен формой металлоизделия и режимами наплавки:
- удаление наплавленного слоя выполняется фрезой, передвигающейся за плазмотроном по касательной. Однако перед этим деталь нагревается, наплавляется, а затем охлаждается. Процесс охлаждения осуществляется достаточно быстро, следовательно, важно в точности соблюдать режимы резания, предполагающие снятие поверхностного слоя металла при температуре не ниже 550°С и не выше 750°С. Если данное условие не соблюдается, то ухудшаются показатели стойкости фрезы, а иногда и существенно снижается скорость резания;
- обработка производится фрезой, которая передвигается вдоль детали, наплавленной по винтовой линии. К фрезерованию металла в этом случае приступают только после нагрева изделия в ходе наплавки около 500°С. Чтобы выбрать оптимальные режимы резания, нужно располагать информацией о распределении температур в детали в определенный временной промежуток.


