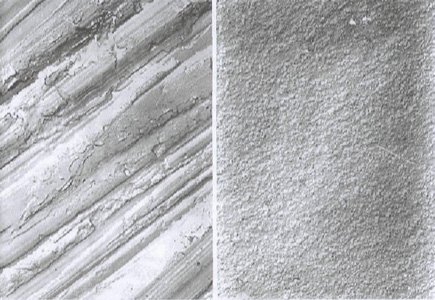
 Контактные поверхности детали при её обработке на токарном оборудовании приобретают характерные шероховатости, образуемые винтовыми канавками и выступами. Если подача инструмента при обработке была невелика, то обнаружить шероховатость без специальных измерительных инструментов достаточно сложно.
Контактные поверхности детали при её обработке на токарном оборудовании приобретают характерные шероховатости, образуемые винтовыми канавками и выступами. Если подача инструмента при обработке была невелика, то обнаружить шероховатость без специальных измерительных инструментов достаточно сложно.
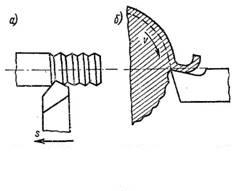
Поперечные шероховатости (обозначены буквой а) на рис. No1) пролегают по направлению подачи инструмента, а продольные (обозначены буквой б) на рис. No1) по направлению скорости резки. Наиболее заметна поперечная шероховатость, образуемая характерными размером и формой винтового выступа. Значение высоты получающихся неровных выступов зависит от свойств металла (сплава) обрабатываемой заготовки, состояния используемого инструментария, а также иных факторов.
Основные причины появления шероховатостей
Основными причинами появления шероховатостей на поверхности детали выступают условия выполнения работы, а также состояние станкового оборудования и используемых инструментов. Так, к характерным причинам появления шероховатости относят:
- излишнюю подачу — когда оператором выполняются манипуляции крупных подач, отличающиеся от расчётных, и образующие более глубокое срезание стружечного материала;
- нарушение скоростного режима резания — высота среза при скорости вращения в районе 70 м/мин уменьшается, однако на более низких скоростях высота выпуклостей возрастает;
 несоответствие консистенции смазочно-охлаждающей жидкости требованиям чистоты — содержание в ней мелких частиц пыли, стружечного материала и мусора повышает возможность образования на поверхности заготовки шероховатости; использование чистых составов минеральных масел, мыльных растворов и веществ, повышающих смазочный эффект, значительно улучшает результаты выполняемой обработки;
несоответствие консистенции смазочно-охлаждающей жидкости требованиям чистоты — содержание в ней мелких частиц пыли, стружечного материала и мусора повышает возможность образования на поверхности заготовки шероховатости; использование чистых составов минеральных масел, мыльных растворов и веществ, повышающих смазочный эффект, значительно улучшает результаты выполняемой обработки;- отсутствие контроля над состоянием инструмента — небольшое снижение остроты режущей кромки не отражается на качестве обработки, но с течением времени, когда резцы затупляются, шероховатости на поверхностях заготовок также увеличиваются;
- неправильный подбор инструмента — резцы, выполненные из твёрдосплавных материалов, в случае их использования для обработки детали из вязкого или мягкого металла в обязательном порядке оставят более глубокие следы снятия стружки с контактной поверхности;
- неправильная настройка параметров оборудования;
- несоответствие технического состояния узлов и агрегатов оборудования технологическим требованиям — от появления неточности зубчатых передач, образования чрезмерных зазоров в полости направляющей суппорта, а также в случае плохой балансировки и неудовлетворительной жёсткости фиксации заготовки начинает проявлять себя эффект вибрации, который становится основной причиной образования продольных шероховатостей от токарной обработки.
Если по окончании токарных работ подвергнуть заготовку термической обработке, то эффект шероховатости уменьшиться, так как структура металла (сплава) после нагрева станет более однородной.
Перейти к списку статей >>

